医用注射成型:全球医疗器械公司完整指南
医疗器械团队购买的并非塑料零件,而是可靠性。在欧盟和美国等监管严格的市场中,哪怕是微小的注塑缺陷都可能引发监管延误、现场故障、产品召回,甚至损害品牌形象。因此,医用注塑成型与其说是“制造零件”,不如说是构建一套可控的生产体系:经过验证的模具、稳定的工艺流程、可追溯的材料以及完善的变更控制。
本指南解释了什么是医用注塑成型,它支持哪些医疗器械类别,买家应该对质量和合规性提出哪些要求,以及如何对供应商进行欧洲、美国和俄罗斯的资质认证。如果您正在规划新项目或转移现有模具,可以使用以下清单和示例来降低风险并缩短产品上市时间。
医疗注射成型在实践中的意义
医用注塑成型是指使用注塑机和专用模具,在以患者安全和法规遵从为目标的质量体系下,生产医疗器械用塑料部件。与普通注塑成型相比,医用注塑成型通常需要更严格的尺寸控制、更完善的文档记录和更全面的验证。
在许多项目中,“成型”的范围不仅仅包括成型零件本身,还包括模具设计(DFM)、模流分析、钢材选择、表面处理、多腔模具的型腔平衡、受控材料处理、洁净室生产、组装、包装以及全面的验证/确认支持。
注塑成型零件在医疗器械领域的典型应用
注塑成型组件几乎应用于医疗保健的各个领域。常见类别包括:
- 药物输送装置:吸入器、自动注射器外壳、注射笔、剂量计数器、瓶盖和安全装置
- 诊断和体外诊断:试剂盒本体、光学外壳、样品杯、分析仪外壳、流体歧管
- 外科及操作用具:器械手柄、旋钮、保护套、一次性工具组件
- 患者护理和耗材:连接器、夹钳、过滤器外壳、注射器组件、管路接口
- 医疗电子产品:可穿戴设备外壳、电池盖、传感器外壳、对接组件
这些产品通常将功能性要求(密封性、卡扣式配合、抗疲劳性)与严格的外观要求(光学区域无流动痕迹、颜色一致、光泽可控)和卫生考虑因素(光滑、易于清洁的表面)相结合。
买方必须遵守的监管和质量期望
质量管理体系和文件
医疗注塑成型供应商应具备在严格的质量管理体系下运营的能力。许多买家更倾向于选择符合 ISO 13485 和 ISO 9001 标准,并且能够满足以下文件需求的供应商:
- 设备历史记录和可追溯性(批号/批次、树脂证书、工艺参数)
- 来料检验、过程控制和最终检验记录
- 校准和预防性维护日志
- 不合格项处理(NCR)、纠正和预防措施(CAPA)以及根本原因分析
- 工装和工艺的变更控制和修订管理
即使模制部件不是最终产品,供应商的记录和控制措施也可以成为您的技术文件或监管审计跟踪的一部分。
验证:IQ、OQ、PQ 和过程能力
对于医疗项目而言,验证通常与加工同等重要。典型的验证路径包括:安装确认 (IQ)、运行确认 (OQ) 和性能确认 (PQ)。买方可能还会要求提供过程能力证据,例如关键尺寸的 Cp/Cpk 研究、测量系统的量具重复性和再现性 (R&R) 以及定义抽样频率和趋势变化应对方案的控制计划。
洁净室和污染控制
并非所有医疗器械部件都需要洁净室,但污染控制始终至关重要。如果您的器械会接触患者、药品或无菌通道,那么洁净室成型和受控操作就显得尤为重要。采购方应明确所需的洁净室等级、物料和操作人员流程、清洁和生产线清理程序以及包装方法。
高精度医疗模具的关键工程要求
公差、重复性和刀具基础知识
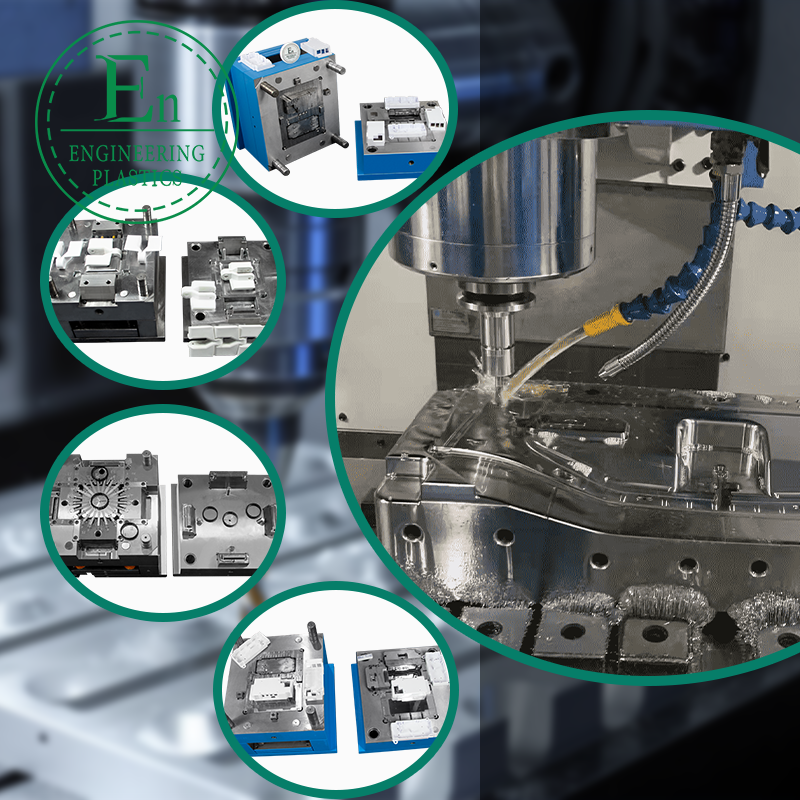
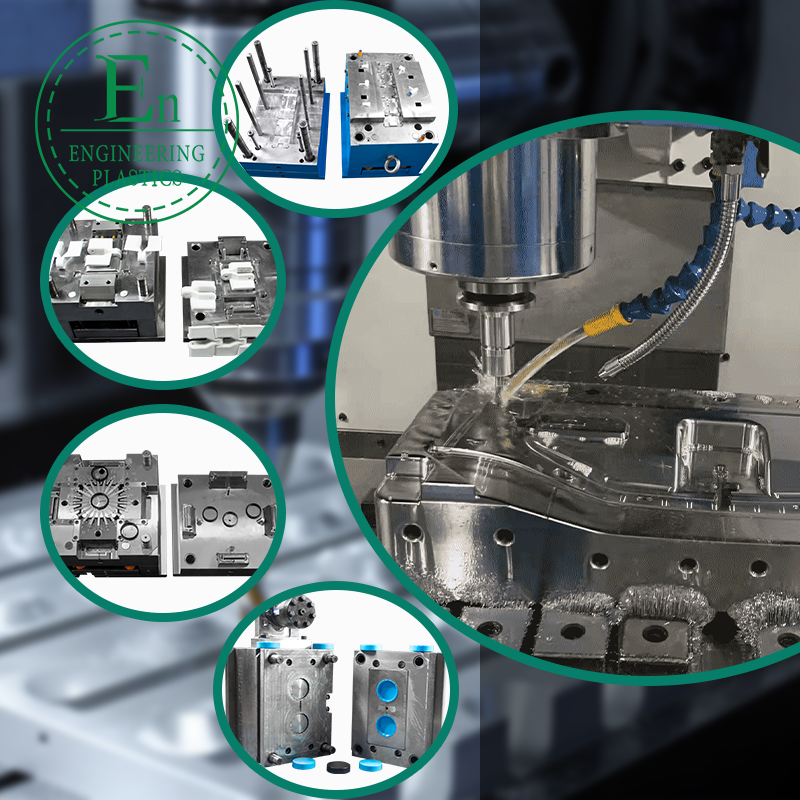
医疗项目通常对密封表面、卡扣配合、光学对准或与金属部件的配合有严格的公差要求。精度不仅仅体现在钢材的切割上,更体现在数千甚至数百万次的重复加工中。因此,对于多腔模具,应注重模具的稳固设计、优化的冷却系统、正确的钢材选择、耐磨镶件以及型腔平衡。
材料选择:医用级塑料及其优势
树脂的选择会影响性能、合规性和成本。注塑成型中常用的医用级材料包括PP、PC、ABS或PC/ABS、POM(需确认适用性)、TPU以及高性能聚合物,例如PEEK。您的供应商应指导您了解材料的收缩特性、湿度敏感性以及灭菌方法(环氧乙烷、伽马射线、蒸汽)如何影响其性能和尺寸。
表面光洁度、外观控制和功能
模具表面处理的选择会影响其清洁性、光泽/哑光外观、光学透明度和脱模性能。应明确定义外观标准,并确认供应商如何防止关键区域出现缩痕、飞溅、烧痕、飞边和熔接线。
面向制造的设计 (DFM) 和模流:买家应该期待什么
在切割钢材之前,应进行全面的面向制造的设计 (DFM) 审查,内容涵盖拔模斜度、壁厚过渡、加强筋/凸台、浇注/排气、顶出、公差能力、密封特征、装配顺序和检验策略。模流分析对于薄壁稳定性、多型腔平衡、熔接线控制、减少气泡和预测翘曲变形至关重要。
从原型到生产:实用的项目路线图
第一阶段:原型和可行性研究
许多买家首先会选择快速模具或单腔原型模具来验证几何形状和装配方式。交付成果通常包括首件样品、尺寸报告和参数建议。
第二阶段:桥梁工具和试点建造
过渡模具用于支持试生产、验证活动以及包装/标签验证。如果该设计后续将应用于多腔模具,则过渡模具应尽可能模拟最终的浇注系统和收缩特性。
第三阶段:生产工具、验证和规模化
生产模具的设计旨在确保其使用寿命长、可重复性高且产量高。此阶段通常包括验收标准、抽样计划、IQ/OQ/PQ 报告、控制计划、能力监控和备件策略。
如何评估和筛选医疗注射模具供应商
商业和项目管理契合度
寻找明确的询价预期、透明的交货时间、结构化的抽样计划、沟通节奏、升级路径和规范的工程变更处理。
制造能力检查表
要求提供精密加工/电火花加工能力、计量(三坐标测量机/光学测量)、参数控制、预防性维护、受控树脂处理和可追溯性系统的证据。
风险管理与业务连续性
询问关键机器的冗余设计、大批量刀具的备用刀片/刀槽、应急计划和刀具转移支持。
成本驱动因素、交货周期以及如何避免隐性成本
关键驱动因素包括公差风险、型腔数量、热流道复杂性、表面光洁度、树脂磨蚀性、验证工作量以及模具寿命预期。尽早就验收标准、测量方法、样本量以及“可生产”的定义达成一致,以避免意外情况的发生。
迷你案例:面向欧盟市场的诊断试剂盒模具
一家欧洲诊断公司需要一种薄壁墨盒本体,其焊缝位置需可控,且能与光学模块稳定配合。我们采用面向制造的设计 (DFM) + 模流分析、优化冷却、控制工艺窗口以及制定关键质量特性 (CTQ) 测量方案,从而减少了迭代次数,稳定了批量生产,并为客户的技术文件提供了必要的文档支持。
为什么选择与广东工程塑料实业集团有限公司合作?
广东工程塑料实业集团有限公司为国际B2B客户提供注塑成型和定制模具制造服务。针对医疗器械项目,我们专注于精密模具、稳定的工艺控制和完善的文档支持,帮助客户降低风险,加快从研发到生产的进程。
- 工程优先的协作:DFM反馈、可制造性优化、模具开发前的风险评估
- 具备满足严苛公差要求的高精度模具制造能力
- 为欧洲、美国、俄罗斯和全球项目提供以出口为重点的支持
- 响应迅速的项目管理和清晰的跨境沟通
索取报价:快速准确地获取询价单所需信息
- 二维图纸和/或三维文件(首选STEP格式)
- 材料要求(或应用+灭菌方法)
- 年度销量预测和目标腔体数量(如已知)
- 关键质量特性 (CTQ) 和检验预期
- 目标市场(欧盟、美国、俄罗斯)及合规需求
- 包装偏好和任何组装要求
结论与行动呼吁
医用注塑成型成功的关键在于模具、工艺和质量体系的协同运作。合适的供应商能够帮助您进行可制造性设计、验证工艺流程,并在规模化生产和持续生产过程中保持稳定的产量。